


ELEsenson AI Visual Inspection: Solving Quality Control Challenges in Laundry Equipment
Traditional linen laundering relies on manual quality inspection, which is prone to operator fatigue and frequent oversights. Linen with yellow stains or tiny holes often ends up in hotels and hospitals, leading to customer complaints and large-scale rewashing, which in turn drives up the factory’s energy and labor costs. With three years of deep expertise in the field of intelligent linen inspection, ELesenson leverages its proprietary machine vision technology to implement a fully automated linen defect sorting solution, helping laundry businesses improve quality and reduce costs through digital transformation.

01 When AI Meets Linen: A “Quality Inspection Revolution” Is Quietly Taking Place in the Laundry Industry.
A $100-billion market you may never have noticed
Every day, you walk into a hotel lobby, lie down on crisp white sheets, and wrap yourself in a soft bath towel. These linens go from “dirty” to “clean” through a massive industry with an annual output value exceeding 200 billion yuan. China’s commercial textile laundry market is valued at approximately 220 billion yuan annually, spanning sectors such as hotels, hospitals, restaurants, and aviation. Hotel linen laundering alone accounts for over 120 billion yuan of this total and continues to grow at a rate of more than 10% per year. Yet this massive industry is facing an increasingly acute dilemma: while customers demand ever-higher quality in their linens, quality inspection methods remain stuck in the “visual inspection era.” Walk into any laundry facility, and you’ll witness the same scene: at the end of the production line, several workers stand around the conveyor belt, relying on their “eagle eyes” to spot stains and holes in the rapidly moving linens. Their inspection speed is 8–10 items per minute, with a missed-inspection rate as high as 15%–30%.
02 An Industry Under Pressure from a Labor Shortage
The data doesn’t lie:
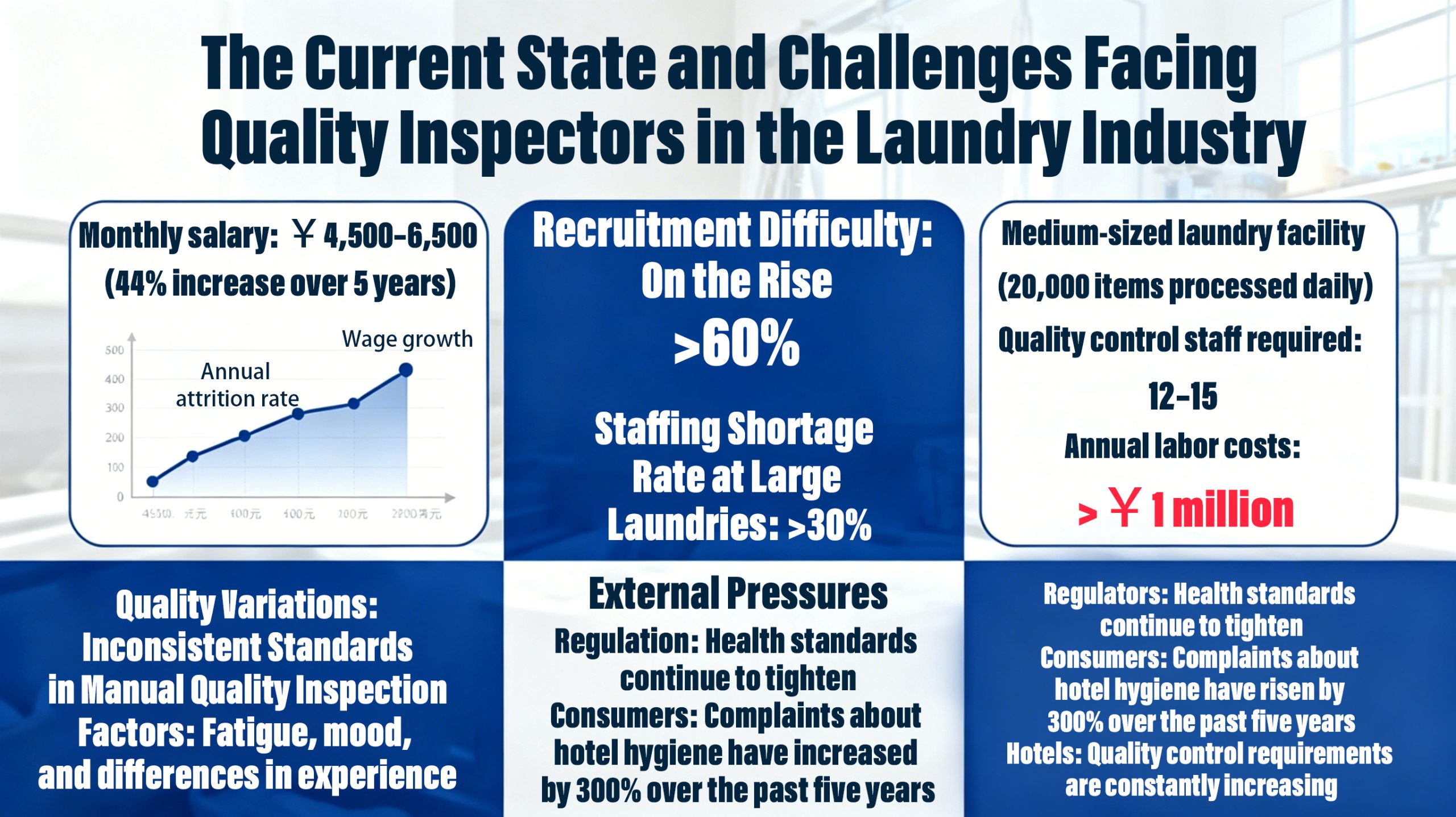
Monthly Salary for Quality Control Inspectors in the Laundry Industry: Up 44% Over 5 Years (from 4,500 to 6,500 yuan), but Recruitment Difficulty: Only Increasing. Annual Turnover Rate for Quality Control Inspectors: Over 60%. Large-scale laundry facilities consistently face a staffing shortage of over 30% in quality control positions. A medium-sized laundry facility processing 20,000 pieces of linens daily typically requires 12–15 quality control inspectors, with annual labor costs exceeding 1 million yuan. More critically, the quality of manual inspections fluctuates significantly—fatigue, mood swings, and variations in experience all lead to inconsistent standards.
This is not merely a cost issue; it is a matter of survival.
At the same time, regulatory authorities’ ongoing tightening of linen hygiene standards, a 300% increase in consumer complaints about hotel hygiene over the past five years, and hotel groups’ ever-rising quality control requirements are all forcing the laundry industry to seek more reliable solutions.

03 AI Vision: Solving Quality Inspection Challenges Through Dimension Reduction
Over the past three years, two key technologies have crossed the “usability tipping point”:
First is AI visual recognition capability. Deep learning models such as YOLOv8+Transformer have achieved accuracy rates of over 99.5% in industrial inspection scenarios. With inference speeds measured in milliseconds, real-time detection has become a reality.
Second is edge computing capability. Edge computing boxes based on the ARM architecture consume less than 30W of power and do not require GPU servers, reducing costs from hundreds of thousands to just a few thousand yuan, transforming AI deployment from a “luxury” into a “daily necessity.”
The convergence of these two technologies has given rise to the AI visual inspection system for laundry—a brand-new quality control paradigm that replaces human eyes with AI and experience with data.
Third, what can it do?
1. Recognition of 38 types of stains: oil, blood, tea, coffee… more accurate than the human eye
2. 2mm-level damage detection: Holes, tears, loose threads—not a single one is missed
3. Foreign object detection: Hair, fur, plastic fragments—nothing can hide
4. Color difference/fading analysis: Quantified using the CIELAB color difference formula—say goodbye to “close enough”
5. Size/deformation detection: Automatic measurement of linen shrinkage rate
6. RFID/Barcode Linkage: Every piece of linens has a digital ID for full lifecycle traceability
7. AI Quality Scoring: Automatic grading into four levels: A, B, C, and D
8. Data Analytics Platform: Real-time dashboards, trend analysis, and anomaly alerts
04 Why “Now”?
The S-Curve of Market Penetration
The current market penetration rate for AI visual inspection in linen laundering is less than 1%, placing the industry at the “inflection point” of the S-curve on the eve of explosive growth.
Driving factors are accelerating simultaneously:
Policy: “Made in China 2025” is driving the digital transformation of the laundry industry; hygiene standards for medical textiles mandate traceable quality inspection; Provinces and municipalities offer subsidies of up to 20–30% for smart manufacturing equipment.
Economic Factors: Labor costs are rising by over 10% annually, and social security compliance further drives up labor expenses. The economic case for AI inspection is already viable and becoming increasingly compelling.
Technological Factors: Edge computing chip prices have dropped by 70% over the past three years; AI model lightweighting technology has matured; and a million-level labeled data set for linens has been established.
Consumer Perspective: Content on social media platforms warning about poor hotel hygiene has grown by 150% annually, and pressure to manage brand reputation is driving the need for laundry service upgrades.
With these four forces converging, a market worth hundreds of billions is poised for takeoff.
It is projected that by 2030, the market size for AI visual inspection in linen laundering will reach 5 billion yuan, with a compound annual growth rate exceeding 85%.

05ELEsenson’s Strategic Choices
ELEsenson has chosen this window of opportunity to make a significant investment in the AI visual inspection market for laundry services. This is not a random decision.
We see a clear chain of logic:
This is a genuine, high-demand market—with a scale of 200 billion yuan, 15% growth, and driven by a labor shortage, where customers are willing to pay for “accuracy” and “labor savings.”
This is a sector with high barriers to entry—it doesn’t require the capital-intensive competition of general-purpose AI large models; instead, it hinges on deep industry understanding, scenario-specific data accumulation, and exceptional cost-effectiveness.
This is a time-sensitive opportunity—early entrants can establish a data flywheel effect: more customers → more data → stronger algorithms → better user experience. A 2–3-year window is sufficient to secure a first-mover advantage.

ELEsenson’s approach is systematic:
Products: Three tiers of solutions cover the full range of needs, from small laundries to mega-scale laundry groups.
Technology: In-house lightweight AI models deployed at the edge, with continuous OTA cloud-based upgrades.
Data: A linen management SaaS platform that integrates data across the entire quality inspection and control chain.
Channels: Building an ecosystem in collaboration with laundry equipment manufacturers, hotel management groups, and industry associations.
06 A Conclusion About “Doing the Right Thing”
There is a fact that is often overlooked: linen laundering is the cornerstone of the service industry. Without clean linens, there can be no comfortable hotels, no safe operating rooms, and no dignified dining experiences.
But this cornerstone industry is going through growing pains—it struggles to recruit staff, standards are difficult to standardize, and costs are rising. The value of AI visual inspection extends far beyond simply replacing manual labor and reducing costs. It makes “quantifiable, traceable, and optimizable” the new standard for laundry quality control. Every time a piece of linens passes through the inspection system, it generates not just a “pass/fail” verdict, but a set of data—including stain type, damage severity, location distribution, and time trends.


When aggregated, this data gives laundries their first-ever true quality database. It tells managers: Which types of stains are most common? Which batches of linens are of the poorest quality? Which stage of the process is causing problems?
This is the leap in value that AI brings—from “defect detection” to “production optimization.”
ELEsenson chose to enter this field not because it is easy, but because it is worth it. A 200-billion-yuan market is waiting for a true upgrade. And we do not want to miss this opportunity.
If you are also following the intelligent transformation of the laundry industry, or if you are a laundry business seeking a breakthrough—we welcome you to join ELEsenson on this journey.
ELE: A Comprehensive Solution for Quality Inspection of Laminated Food Packaging, Solving Industry Challenges
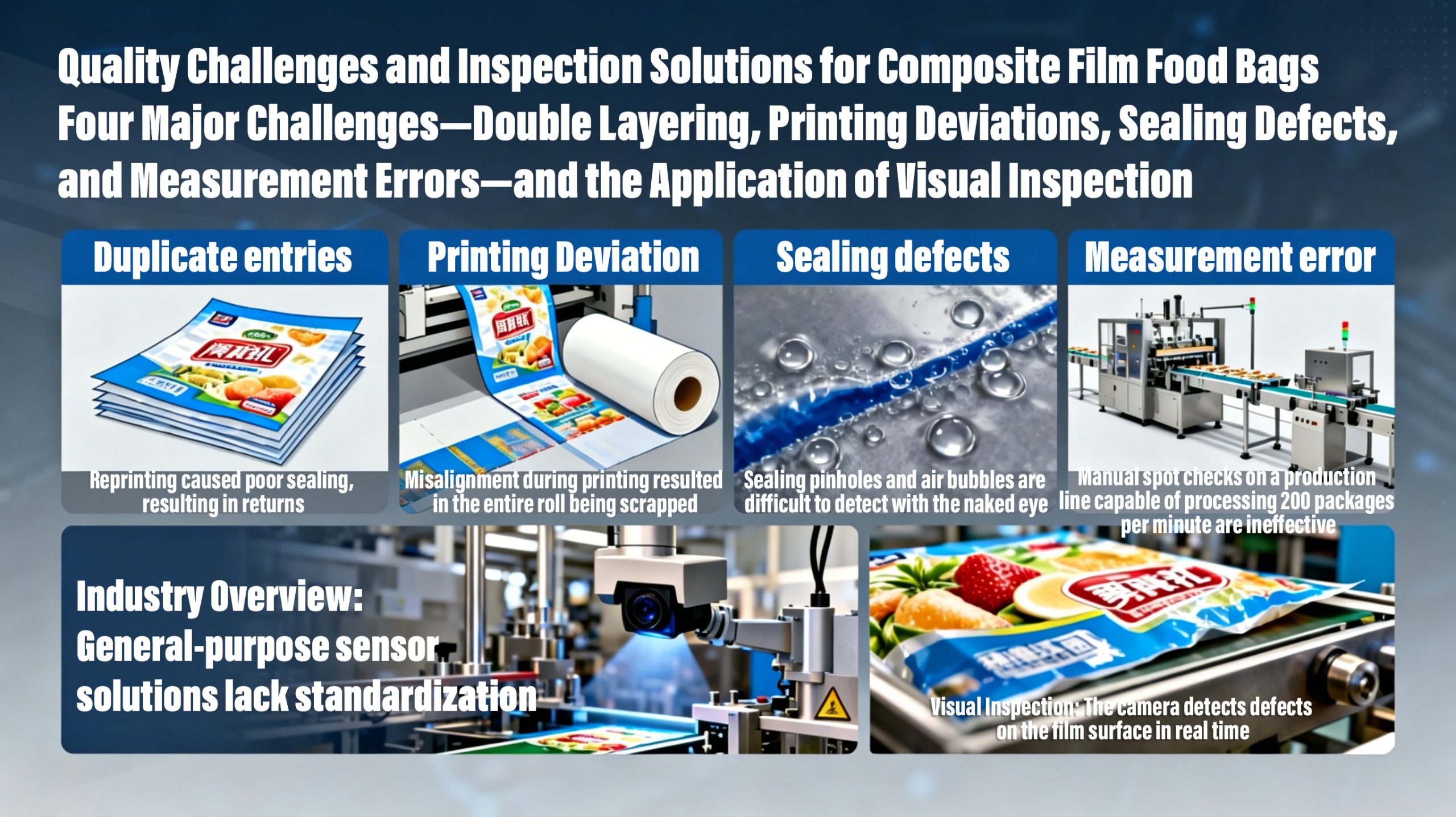
Food packaging safety serves as the final line of defense in the food industry and is the foundation of consumer trust. In the production and application of composite film food bags, issues such as overlapping layers, printing misalignment, sealing defects, and measurement errors may arise.
Quality control engineers at food packaging and bag-making factories have long been plagued by issues such as poor sealing caused by double-layered composite bags, resulting in customer returns; misalignment in printing that leads to entire rolls being scrapped; and pinholes and air bubbles in the seals that are difficult to detect with the naked eye. At production speeds of 200 bags per minute, manual spot checks are virtually ineffective. The industry has long relied on makeshift solutions using generic sensors, yet has never established a standardized, systematic approach to resolving these issues.

01.Industry Challenges: Universal Solutions Are Hard to Adapt; Composite Film Testing Is Widely Recognized as a Major Challenge
In the current field of composite film food bag inspection, applications are generally at a “make-do” stage. Various general-purpose sensors have significant shortcomings in specific scenarios and are unable to establish closed-loop control:
• Reflective photoelectric sensors: When faced with composite bags containing metallized layers, they frequently produce false readings and cannot reliably output valid detection signals;
• Ultrasonic single/double-sheet sensors: Due to inherent limitations in their operating principles, they lack sufficient resolution to distinguish between “2-layer vs. 4-layer” composite films, making it impossible to accurately identify double-sheet anomalies;
• Metal eddy current detection: This method is only suitable for bags containing metal layers, resulting in a narrow range of applications, and it cannot simultaneously detect other quality defects;
• Purely manual visual inspection: Not only does the false-negative rate remain high, but it also cannot keep pace with the inspection rhythm of high-speed production lines, posing a major risk to quality control.
Although imported brands dominate the general-purpose sensor market, they have yet to develop specialized detection solutions tailored to composite film food bags. Domestic manufacturers, for the most part, remain stuck in the stage of producing single-function imitations. This is a classic example of a market where “the need exists but has not been defined.” When factories encounter equipment procurement issues, they typically consult peers and suppliers. However, when searching for “double-layer detectors” through public channels, they are often overwhelmed by generic ultrasonic solutions. After testing these and finding them ineffective for composite bags, they mistakenly conclude that “there is no solution available” and are ultimately forced to passively accept the quality control risks.
02.ELE Breaks New Ground: All-in-One Inspection System Sets a New Standard for Composite Film Quality Control
ELE specializes in the field of industrial vision inspection, addressing the core challenges of quality control for composite film food bags. Breaking away from the industry’s reliance on piecemeal solutions using single-function sensors, ELE has introduced an all-in-one vision inspection system for composite film food bags. This system integrates four key functions—double-sheet detection, print registration inspection, seal defect detection, and meter/length measurement—into a single vision hardware platform, enabling “multifunctional operation and comprehensive quality control.”
Core Functionality Value Matrix
Function Modules | Customer Value | Demand-Supply Match |
Re-adhesion Testing of Laminated Films (2-Layer vs. 4-Layer) | Resolve issues with returns due to poor sealing and reduce the customer complaint rate | In this context, while the pain points are known, there are no mature solutions available; once integrated, demand will surge. |
Print Registration Inspection | Avoid scrapping entire batches of printed products and reduce raw material waste | High, directly related to production cost control |
Seal Defect Detection | Identify hidden defects such as pinholes and air bubbles to ensure food safety | High, to prevent food safety incidents caused by sealing issues |
Measurement by the meter / Length measurement | Ensure accurate measurement, prevent short weight, and guarantee batch consistency | …to meet the requirements of supermarket spot checks and customer compliance |
Four key features in one package | Customers no longer need to purchase three or more separate systems, reducing procurement complexity by 80% and significantly improving installation and commissioning efficiency. | Extremely high, addressing customers’ core pain points regarding “multi-vendor integration and multi-system compatibility” |
Advantages of Scene Adaptation
ELE’s integrated solution is precisely tailored to the real-world work scenarios of quality control managers at food packaging plants and electrical engineers at bag-making machine manufacturers:
• Eliminates the need to install multiple sensors on the production line, reducing equipment wiring and commissioning costs;
• A unified inspection platform and data output enable centralized traceability and management of quality issues;
• Vision algorithms optimized for the characteristics of composite films resolve the misjudgment issues common with traditional ultrasonic and photoelectric sensors, significantly improving double-bag detection accuracy;
• Compatible with high-speed production lines operating at 200 bags per minute or higher, enabling 100% inspection rather than sampling, thereby completely eliminating the risk of missed defects.

03.Market Value: From “Single-Function” to “System Solutions,” Reshaping Customer Procurement Logic
Data shows that the market price for a standalone double-sheet detection solution ranges from 5,000 to 8,000 yuan, while printing registration detection costs 8,000 to 15,000 yuan, seal defect detection ranges from 6,000 to 12,000 yuan, and meter counting/length measurement costs 3,000 to 8,000 yuan. When customers purchase multiple systems separately, not only are the costs exorbitant, but they also face multiple challenges such as system compatibility, maintenance management, and after-sales support.
The ELE All-in-One Inspection System integrates these four major functions into a single package, offering customers a one-stop solution at a price range of 20,000–35,000 yuan. This enables “one-time procurement and comprehensive control,” significantly reducing customers’ overall procurement and operational costs. This model not only addresses customers’ immediate pain points but also redefines the industry’s value proposition—shifting from simply “selling sensors” to providing “a complete quality control solution for composite film food bags.”


Precision Through Deep Drilling: How ELE’s Four-Dimensional Sensing System Overcomes the “Blind Spot Challenge” in Rock Drilling Operations
Intelligent Tunneling
The Sensing Revolution
ELE proudly introduces its specialized sensor kit for rock drills: angle, depth, extension, and laser positioning—ensuring drilling operations hit the mark every time.
In projects such as mine tunneling, tunnel excavation, and foundation pit anchoring, the accuracy of drilling, depth control, and positioning efficiency directly impact costs and safety. Traditional methods that rely on manual experience or rudimentary measurement techniques often face three major challenges:
Significant deviations in hole positioning, which affect blasting results or anchor installation;
Inaccurate depth control, leading to over-excavation or under-excavation and resulting in material waste;
Difficulty in monitoring the drilling process, making it impossible to track drilling status in real time.
To address these challenges, ELE has launched four new smart sensors specifically designed for rock drills—angle sensors, depth sensors, extension sensors, and laser positioning sensors—which together form a “full-sensing” drilling assistance system, enabling standard rock drills to be quickly upgraded into digital equipment.
Angle sensor

Based on MEMS (Micro-Electro-Mechanical Systems) three-axis accelerometers and gyroscopes, and utilizing a Kalman filter algorithm, this system outputs the Euler angles (roll, pitch, and yaw) of the drill boom or advance beam relative to the absolute horizontal plane and heading angle. The output interfaces support industrial bus protocols such as CANopen, RS485 (Modbus RTU), and 4–20 mA.
Real-time monitoring of the horizontal angle, pitch angle, and roll angle of the drill boom or propulsion beam. Ensures that the drilling angle matches the design value, preventing hole deviation.
Depth sensor

This solution combines a magnetostrictive displacement sensor or a high-resolution incremental encoder with mechanical limit switches. It measures the absolute displacement of the drive beam using either non-contact or contact methods, with a resolution of up to 0.5 mm. The sensor is mounted directly on the drive cylinder or the chain drive sprocket and features built-in temperature compensation and signal conditioning.
Features built-in dual redundant outputs (for safety certification) and supports wire break detection. Measurement range covers 0–6 m (expandable to 10 m), with linearity ≤ ±0.05% FS.
Extension/Tension Sensor
For rock drills equipped with telescoping feed beams or folding drill arms, the total feed length is not equal to the cylinder stroke. The ELE extension sensor uses a draw-wire encoder or a laser distance measurement module to directly measure the actual extension length of the frontmost drill rod guide frame relative to the rear pivot point. The output value is combined with data from the depth sensor. Due to mechanical clearance and elastic deformation between the sections of the telescoping beam, relying solely on cylinder stroke conversion can result in a cumulative error of 1–3 cm.
When the drill rig uses extension rods or splices, the extension sensor identifies the current boom configuration and automatically switches the depth calculation model. This reduces the deviation in the final hole position for long-hole drilling (hole depth > 10 m) from 5–8 cm to within 2 cm, making it particularly suitable for large-span tunnel pipe arches or horizontal core drilling.
Laser Positioning Sensor
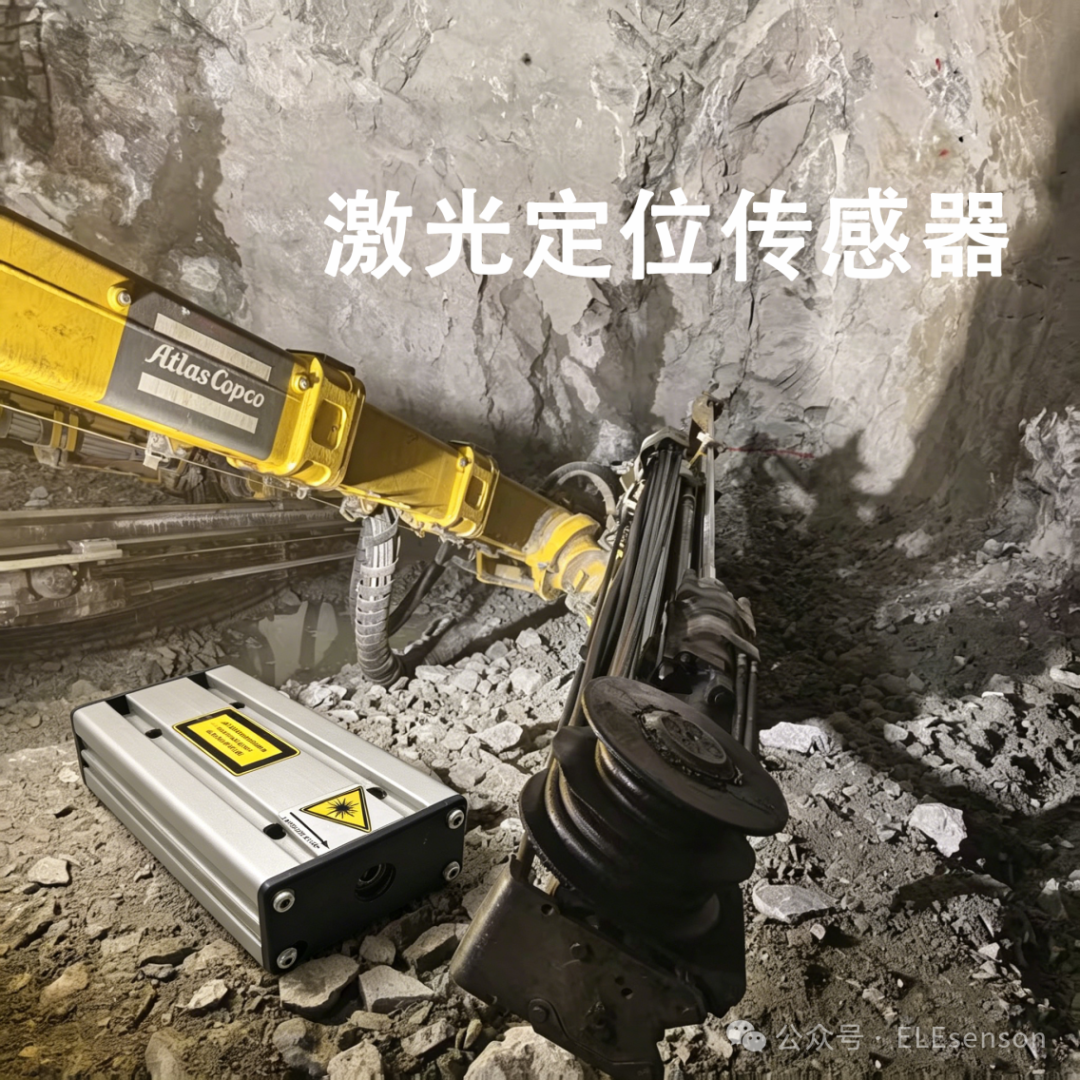
Unlike simple laser pointers, this product integrates a crosshair/dot laser module with a coaxial image sensor. During operation, the laser is projected onto the face of the tunnel, and the operator aligns the laser dot or crosshair with the designated drilling position; the sensor analyzes the actual projection offset through image processing and outputs the deviation value (in mm) via CAN bus, guiding the drill arm to make automatic or manual fine adjustments.
Poor lighting and high levels of water mist inside tunnels render ordinary laser alignment marks invisible. Yiluyi employs a green laser (520 nm) with a power of ≤5 mW, which remains clearly visible even under 2000 lux ambient light and features a pulsed mode to enhance visibility.
Installing a single sensor yields limited results; the true advantage of the ELE four-piece set lies in data fusion and integrated contr
Transforming rock drills from “power tools” into “precision robots”

ELE Visual Metering System: Ensuring Precision and Traceability for Every Meter
CCD Machine Vision + Smart Metering + AI Defect Detection: A single system that solves the three core pain points of industrial roll material production lines in one go! In the roll-based production industries—such as textiles, cables, films, and metal strips—inaccurate length measurement, missed defect detection, and lack of quality traceability have long been the three major challenges plaguing enterprises. Traditional contact-based length measurement and manual visual inspection methods are no longer capable of meeting the industry’s demands for modern precision production, high-standard quality control, and standardized traceability.
ELE specializes in the field of industrial vision inspection and has independently developed an intelligent vision-based meter-counting system. Breaking through the limitations of traditional equipment, this system leverages machine vision and AI algorithms to achieve non-contact, high-precision meter counting, comprehensive defect detection, and full data traceability via the cloud. It helps factories reduce costs, improve efficiency, enhance quality, and mitigate risks.
01.Say goodbye to the shortcomings of traditional methods and redefine high-precision meter counting
The critical shortcomings of traditional rice-measuring equipment
Most traditional rice-measuring devices on the market rely on encoders and contact-based measurement using contact wheels. After prolonged operation, these devices are highly prone to issues such as roller slippage, component wear, and mechanical loosening, leading to the continuous accumulation of measurement errors. This not only results in raw material waste and inaccurate shipment measurements but also triggers disputes with customers over account reconciliation and claims for returns, causing hidden financial losses and damage to the company’s reputation.
Key Advantages of the ELE Visual Metering System
Unlike traditional contact-based measurement solutions, the ELE Visual Metering System utilizes a CCD line-scan industrial camera combined with high-precision image analysis algorithms. Without coming into contact with the material surface, it captures and tracks surface textures and feature points in real time to achieve dynamic, precise length measurement.
The system operates entirely without contact, causing zero wear and preventing slippage. Measurement accuracy is consistently maintained within ±0.1%, completely resolving the common issue of increasing measurement errors in traditional equipment over time, ensuring that every meter of material length is measured with precision and reliability.
02.One machine, multiple uses! A single system addresses the three key needs of your production line
By eliminating redundant configurations where a single device performs a single function, the ELE Visual Metering System integrates multiple functions into one, combining precise length measurement, AI-powered full-inspection for defects, and cloud-based data traceability to comprehensively replace traditional, outdated production methods.
Comparison Criteria | Traditional production methods | ELE Visual Intelligence Solutions |
Length in meters | Encoder-based contact measurement is prone to slippage and wear, and measurement errors increase year by year. | Purely optical, non-contact measurement; no wear over the lifetime of the device; consistent accuracy |
Defect Detection | Manual visual inspections are inefficient, prone to fatigue-induced errors, and have an extremely high rate of missed defects. | 100% full-line CCD inspection with AI-powered defect recognition and classification |
Quality Traceability | No data is retained, leaving no evidence for quality issues, and disputes over after-sales service are common. | Individual inspection reports for each roll, data stored in the cloud, and full traceability throughout the process |

03.Key Application Scenarios: The Top Choice for Improving Quality and Efficiency in the Textile Industry
Textiles represent the core segment of roll-based material processing and are the industry with the strongest demand for automated quality inspection and precise length measurement, as well as the fastest return on investment.
Currently, China’s annual nonwoven fabric production reaches 8 million tons, with over 4,000 production lines in operation. However, the penetration rate of automated inspection in the industry is only 15%–20%, and more than 90% of textile production lines still rely on manual visual inspection. This results in high labor costs, inconsistent quality control, and persistently high product defect rates.
1.Nonwoven Fabric Production Line
The system is installed at the front end of the production line’s winding station, providing a one-stop solution for end-to-end intelligent control:
◦ Precise Meter Counting: Millimeter-level accuracy eliminates issues such as slippage, lost material, and measurement errors, enabling precise calculation of raw material waste and output data;
◦ Comprehensive defect detection: Automatically identifies various defects such as holes, oil stains, crystal spots, lumps, wrinkles, and uneven thickness, and uses AI to classify and statistically analyze defects;
◦ Intelligent warning marking: Immediately triggers automatic inkjet marking and audible/visual alarms upon detecting defects, enabling subsequent processes to precisely remove defective materials;
◦ End-to-End Data Retention: Automatically generates a dedicated quality inspection report for each roll of material, enabling production data visualization.
Business Value: Completely transforms the traditional model where manual inspection could only achieve a 5% sampling rate, enabling 100% full inspection coverage. The product missed-inspection rate is reduced to near zero, and customer quality complaints and return disputes are directly reduced by 80%.
2.Textile Printing and Dyeing / Finished Fabrics
Supports the entire production process, from greige fabric production and printing to final product inspection: accurately measures greige fabric length to optimize material-to-output ratios; uses visual tracking to precisely follow patterns, ensuring repeat accuracy in printing; and employs AI to intelligently detect defects in finished products, such as color variations, skipped yarns, broken warps, and stains.


3.Synthetic Fiber/Yarn Industry
Real-time monitoring of the density of the spinning line, with dynamic feedback on spinning uniformity; precise detection of broken filaments and automatic alerts during high-speed production; accurate measurement of bobbin winding length to ensure standardized production of finished products.

04.Suitable for the entire industry, covering a wide range of roll material production scenarios
Beyond the textile industry, the ELE Visual Metering and Inspection System can be flexibly adapted to various production lines for both flexible and rigid roll materials, offering exceptional versatility:
◦ Cable/Optical Fiber Industry: Precise metering + automatic detection of surface defects such as scratches, bulges, and insulation damage;
◦ Plastic film industry: Compatible with various films such as BOPP and PE, providing precise length measurement and detection of defects like crystal spots, fish eyes, and holes;
◦ Metal strip industry: High-precision length measurement for metal coils such as steel and copper strips, plus detection of surface scratches, indentations, and defects;
◦ Paper Industry: Precise length measurement of base paper + identification of holes, impurities, and tears;
◦ Rubber and Tire Industry: Precise length measurement of cord fabric + detection of joint defects.
05.Choose ELE! Great value, fast service, and customizable
Competing with international brands and Chinese peers, ELE delivers high-value-for-money industrial vision solutions in China through lower prices, faster service, superior algorithms, and greater flexibility:
Comparison Criteria | International brands(ISRA/-Cogne) | Major Chinese manufacturers | ELEsenson |
Unit price of equipment | $30,000–$100,000 per unit | $12,000–$25,000 per unit | $2,800–$6,800 per set |
After-sales response | Long service cycles, typically every other week, and mostly paid after-sales service | Processed within 3–5 days | Same-day on-site service in the Zhejiang region |
Remote Operations and Maintenance | No remote maintenance capabilities | Supported on select models | Bluetooth and IoT-enabled remote maintenance are standard across the entire lineup |
AI Algorithm Capabilities | The algorithm is mature and has been finalized with no further updates. | A comprehensive set of basic algorithms | With continuous updates and improvements, the device becomes more accurate the more you use it. |
Customization Capabilities | Customization is difficult and offers very little flexibility | Standard customization, average adaptability | Supports on-demand, personalized customization across all scenarios |
06.Limited-time offer: Free trial, risk-free implementation
To help more factories achieve automation upgrades, reduce costs, and improve quality, we are now offering an exclusive promotion:
The first 10 partner clients will receive a free one-month trial!
We will handle on-site equipment installation, commissioning, production line integration, and data trial runs. Your company only needs to provide the production environment. If you are unsatisfied with the trial or it proves ineffective, we will remove the equipment at no cost—the entire process is completely free!
Suitable for
Non-woven fabric factories, textile and dyeing plants, chemical fiber mills, cable manufacturers, film producers, metal strip manufacturers, and all other roll-based production enterprises; those planning to upgrade to automated equipment, replace manual quality inspection, and reduce defect rates; manufacturing facilities facing persistent issues with measurement inaccuracies, quality complaints, and post-sales disputes.
Headquarters: Wenzhou
Service Advantages: Same-day response throughout Zhejiang Province; rapid on-site service nationwide
ELE—Enabling factories to see the quality of every meter. Using intelligent vision technology to empower precise production and safeguard product quality!
For customized industry solutions or precise equipment quotes, feel free to leave a message or contact us via private message at any time!

No false alarms even with viscous materials, no performance loss with material buildup—ELE has the solution
In an era where the compound annual growth rate of the compound condiment industry has surpassed 15%, the scale of China’s sauce market has quietly approached the 100-billion-yuan mark. However, on the production side, a long-neglected yet critical challenge remains unresolved: the accurate level detection of high-viscosity sauces.
Ketchup, salad dressing, hot pot dipping sauces, meat sauces, and jams—these market-favorite condiments present a technical barrier within pipes and storage tanks that renders traditional sensors virtually useless. The viscous nature of sauces causes them to stick to tank walls; uneven mixing of high-viscosity materials leads to localized scorching; and false level-detection alarms result in frequent production line shutdowns. These issues are putting the management expertise of every sauce manufacturer to the test.
Meanwhile, as the wave of Industry 4.0 sweeps through the food industry, food processing companies are undergoing a profound digital transformation. Smart factories require end-to-end data connectivity, precise and controllable process parameters, and real-time traceability of equipment status—and the foundation for all of this lies in the reliability of the sensing layer.
01
The Industrialization of Sauces: The Challenges Behind the Flavor
The rich, glossy red of tomato sauce; the silky smoothness of mayonnaise; the complex, robust texture of hot pot dipping sauces; the translucent gel-like consistency of jam; and the chunky texture of meat sauce—these sauces, which dominate consumers’ palates, are the most challenging “tough nuts to crack” for level sensors in industrial production.
High viscosity, tendency to stick to walls, particulate matter, excessive foaming, and high-temperature CIP (Clean-in-Place) rinsing… the operating conditions inside sauce pipelines and storage tanks are extremely complex. Traditional level measurement technologies are either “tricked” into producing false signals by adhered material or fail completely due to mechanical components becoming stuck. Production lines are forced to rely on manual inspections, tapping tanks to listen for sounds, or even manually starting and stopping pumps and valves at set intervals—a process that is inefficient and fraught with safety hazards.
The ELE Smart RF Admittance Sensor, leveraging three core capabilities—active anti-adhesion circuit design, a mechanical-free structure, and food-grade materials—directly addresses the deep-seated pain points of level detection in the sauce industry. It has achieved stable operation with “zero false alarms and zero maintenance” across dozens of production lines for ketchup, salad dressings, hot pot sauces, jams, meat sauces, and more.

02
Technical Breakthrough: RF Admittance Resistant to Viscous Deposits
Traditional capacitive level switches are “fooled” by sauce buildup because they have only one measuring electrode. When viscous material adheres to the probe, the capacitance between the probe and the tank wall undergoes a false change, causing the sensor to mistakenly believe that the tank is still full. Tuning fork switches, on the other hand, are “stalled” by high-viscosity damping effects, resulting in abnormal vibration frequencies and intermittent signals.
The ELE Smart RF Admittance Sensor features a fundamental redesign at the circuit level. It employs a three-terminal active shielding technology: in addition to the measuring electrode, a protective electrode is added that is at the same potential and in phase with the measured medium. Even if the probe surface is completely covered by sauce, since there is no potential difference between the measuring electrode and the shielding electrode, the false capacitive path formed by the coating is “electrically shielded”—the sensor responds only to changes in admittance caused by actual material coverage inside the tank, while completely ignoring residual material on the probe surface.
In simple terms: traditional sensors “feel the buildup and report it as actual material,” while RF admittance “looks through the buildup and recognizes only the actual material inside the tank.”
Additionally, the sensor contains no moving parts, eliminating the risk of jamming or wear. The probe features an aerospace-grade PEEK head with a mirror-polished surface (Ra ≤ 0.8 μm), complies with FDA and 3-A sanitary standards, withstands high-temperature, high-pressure CIP/SIP cleaning, and has no cleaning dead zones.

03
Five Key Sauce Applications: Breaking Them Down One by One
1. Tomato Sauce: High Viscosity + Acidic Corrosion—Zero False Alarms Is Non-Negotiable
Tomato sauce can reach viscosities of tens of thousands of cP and has a pH between 3.5 and 4.5, making it slightly acidic. Traditional capacitive probes experience false alarm rates as high as 30% when coated with residue, forcing production lines to manually wipe the probes every two hours.
ELE Solution: The intelligent RF admittance probe features full PEEK encapsulation, making it corrosion-resistant and non-stick; active shielding technology ensures accurate signal output even with a buildup thickness of up to 10 mm. After retrofitting the high/low level alarms on storage tanks at a well-known ketchup manufacturer, the false alarm rate dropped to zero, reducing annual downtime losses by over 200,000 yuan.
2. Salad Dressing/Mayonnaise: High-Oil, High-Viscosity—The Only Solution When Tuning Forks Get “Stuck”
Mayonnaise is a water-in-oil emulsion with high viscosity, often exceeding 100,000 cP. When a tuning fork switch is inserted, its vibrational energy is severely dampened, resulting not only in delayed response but also frequent instances where the fork becomes stuck and cannot reset.
ELE Solution: The intelligent RF admittance sensor has no moving parts and is unaffected by damping. It is mounted on the side wall of the mixing tank. Combined with a 4–20 mA continuous signal output, it monitors the level corresponding to viscosity changes during the cooking process in real time, preventing scorching or overflow.
3. Hot Pot Sauces (Sesame Paste, Peanut Butter): Contains Particles + Prone to Sedimentation; Must Distinguish Between “Adhesion to Tank Walls” and “True Level”
Hot pot dipping sauces often contain solid particles such as crushed peanuts and sesame seeds, which settle and form layers. Conventional level switches cannot distinguish between a thick layer of sauce adhering to the probe and the remaining material inside the tank, leading to false low-level alarms and causing the pump to run dry and burn out.
ELE Solution: Sweep-frequency RF admittance technology detects differences in the electrical properties between the material and the coating. Even when sauce remains on the probe surface, it reliably outputs an “empty tank” signal once the material level drops below the probe position. Customer Feedback: Six months of continuous operation with zero false alarms.
4. Jam (Strawberry, Blueberry, Apple): High sugar content + high-temperature boiling, with stringent sanitary requirements
Jam production involves high-temperature (≥95°C) boiling and CIP alkaline cleaning. Additionally, the high sugar content makes caramelization and residue buildup likely. Sensor materials and surface finish must meet the most stringent hygiene standards.
ELE Solution: Features sanitary clamp connections (Tri-Clamp) and mirror-polished 316L stainless steel with no threaded dead zones. Withstands temperatures up to 150°C and strong alkaline cleaning, with no dead zones for material buildup. Several leading jam exporters have designated Yiluyi sensors as their preferred brand.
5. Meat Sauces (Beef Sauce, Mushroom Sauce): Contains solid particles; impact-resistant and jam-free
Meat sauces contain solid particles such as meat chunks and diced mushrooms, resulting in a “solid-liquid two-phase flow.” Traditional paddle-type or rotary paddle switches are prone to jamming or breaking due to these particles.
ELE Solution: The probe features a smooth cylindrical design with no rotating or telescoping parts, preventing particles from getting stuck. The robust stainless steel construction withstands material impact. Installed on the pipeline between the buffer tank and the filling machine, it enables automatic control based on the principle of “fill when material is present, stop when material is absent,” increasing filling efficiency by 25%.

04
From Storage Tanks to Pipelines: End-to-End Level Control
The ELE Smart RF Admittance Sensor is not only used for high and low level alarms in storage tanks, but can also be installed on conveying pipelines to detect the presence of sauce within the pipeline. It is suitable for applications such as pump dry-run protection, filling machine standby control, and confirmation of tank drainage after CIP cleaning.
Relay Output: Directly controls the start/stop of pumps and valves, and provides high/low-level interlocks.
4-20mA Continuous Signal: Connects to a PLC to enable real-time monitoring of tank level curves, automatic replenishment, and overflow prevention.
High-Temperature/Explosion-Proof Models: Suitable for steam-jacketed tanks and explosion-proof zones.
A typical closed-loop process: High material level in the cooking pot stops feeding → Mid-level signal in the buffer tank activates the transfer pump → If material is detected in the pipeline, the filling machine operates → Low material level alarm triggers the cleaning program. The entire process is fully automated with no human intervention, ensuring zero material waste and zero equipment damage.
05
Hardcore Value: The Data Shows Why You Should Switch to ELE
False Alarm Rate: Traditional capacitive sensors have an average false alarm rate of 15%–30% in sauce processing applications, while ELE’s RF admittance is <0.5%.
Maintenance Interval: Traditional solutions require probe cleaning every 2–4 weeks, whereas ELE requires no maintenance for over 12 months.
Equipment Lifespan: With no moving mechanical parts, the design lifespan is 10 years.
Return on Investment: Each production line saves approximately 80,000–150,000 RMB annually in labor costs for manual inspections, downtime losses, and material waste; most customers recoup their investment within 3 months.
06
Conclusion: The Next Milestone in Smart Sauce Manufacturing
As the sauce industry transitions from “artisanal workshops” to “fully automated smart factories,” every physical parameter must be precisely monitored and controlled in real time. Level measurement—the critical parameter that determines whether materials will overflow, pumps will run dry, or filling will proceed continuously—can no longer be treated with vague terms like “roughly,” “probably,” or “approximately.”
Yiluyi’s intelligent RF admittance sensors use circuit innovations to overcome physical adhesion, employ hygienic designs to safeguard food safety, and demonstrate industrial reliability through trouble-free operation. Whether your pipelines carry ketchup, salad dressing, hot pot sauce, jam, or meat sauce—Yiluyi lets you “see” clearly and “control” with precision.
RF Admittance Sensors: The Cornerstone of Reliable Level Detection for Adhesives and Viscous Media
In storage tanks containing viscous media such as adhesives, resins, asphalt, coatings, and food sauces, the biggest headache for engineers has never been the level of the material, but rather false alarms caused by material buildup.
A thin layer of colloidal material adhering to the probe causes traditional capacitive sensors to “lose track”: even though there is still space in the tank, the system reports “full”; even though the material has long since been emptied, the signal still indicates “material present.” Every false reading can lead to unexpected production line shutdowns, manual tank cleaning, or even spillage and waste of raw materials.
ELE RF Admittance Sensors, powered by proprietary core technology, have put an end to the era of “false signals” in viscous media.
01Anti-clogging · True Sensing
Traditional capacitive sensors cannot distinguish between “actual material” and “adhered residue”—because both alter the capacitance value. In contrast, the Yiluyi RF Admittance Sensor employs RF admittance technology combined with an equipotential shielded electrode design:
The probe’s measuring electrode and shielding electrode maintain the same potential, frequency, and phase;
The influence of the adhered layer on the measuring electrode is actively eliminated, allowing the sensor to “detect only whether the probe tip is covered by actual material”;
No matter how sticky the adhesive or how thick the adhered layer, the signal remains accurate, drift-free, and free of false readings.
In a nutshell: Adhesive may stick to the probe, but it cannot fool Yiluyi’s “sensing logic.”

02How to “See Through” Adhesion
The operating principle of radio frequency admittance sensors can be understood from two perspectives:
First Perspective: From “Seeing the World with One Eye” to “Stereoscopic Vision with Two Eyes”
Traditional capacitive sensors focus solely on a single parameter—capacitance—which is akin to observing with one eye. When the medium has high viscosity or a layer of material coats the probe, the capacitance signal is severely disrupted, making it highly prone to erroneous judgments.
RF admittance technology represents a revolutionary upgrade: it simultaneously measures changes in resistance (conductance G) and capacitance (admittance B), along with their phase angles, to construct a more comprehensive profile of material information. This is akin to upgrading from “monocular vision” to “binocular stereoscopic vision”—even if a thin layer of adhesive adheres to the probe, the sensor can clearly distinguish between the “false signals” from the buildup and the “true signals” from actual material contact by analyzing the combined differences in resistance and capacitance, thereby “seeing through the buildup to pinpoint the actual level.”
Second Dimension: Active Shielding Technology—Resetting Adhered Material to Zero
If multidimensional measurement is the “sharp eye” of RF admittance, then Active Shielding Technology (Driven-Shield Technology) is its most formidable “anti-adhesion shield.”
Traditional capacitive sensors have only one measuring electrode; as soon as material adheres to it, the signal immediately becomes “distorted.” In contrast, the probe of the RF admittance sensor employs a unique “three-terminal shielding structure”—a central measuring electrode + a coaxial protective electrode + a drive terminal. Its core breakthrough lies in:
An equipotential design that renders material buildup “ineffective.” High-frequency signals are simultaneously transmitted to both the probe’s measurement electrode and shielding electrode, which maintain equal potential, in-phase, same-frequency, and mutually isolated characteristics. This means that when material adheres to the probe, since there is no potential difference between the measurement electrode and the shielding electrode, the adhered material cannot generate effective current flow and has virtually no impact on the signal at the measurement electrode. This truly achieves the principle of “adhesion is adhesion, measurement is measurement.”
The shielding layer “isolates” environmental interference. The protective electrode applies an RF signal in phase with the measurement electrode, forming a powerful electrostatic shielding layer that effectively blocks or significantly reduces the capacitive influence of material buildup on the central measurement electrode. This allows the measurement to focus on the true admittance changes between the probe and the material inside the tank.
03RF Admittance: “Unfazed by Adhesion”
No matter how impressive the technology sounds, data speaks for itself.
True Anti-Adhesion Capabilities: False Alarm Rate Below 0.1%
In actual tests conducted at industry laboratories, the RF admittance sensor achieved a false alarm rate of less than 0.1% in asphalt media with viscosities as high as 5,000 mPa·s—meaning no more than one false reading out of every 1,000 measurements. In contrast, traditional solutions in such high-viscosity media often have false alarm rates exceeding 20%–30%, which is in a completely different league.
Precise Measurement: Error Reduced from ±5% to ±0.5%
The raw material storage tanks for adhesives and resins at a major chemical plant were once a high-risk area for accidents. Traditional capacitive level transmitters had measurement errors as high as ±5%, frequently leading to losses due to tank overflows. After introducing RF admittance level transmitters, the measurement error for tank levels dropped significantly from ±5% to ±0.5%, reducing annual raw material waste by over 1 million yuan.
Significantly Reduced Maintenance Costs: Downtime for Cleaning Reduced by Over 70%
In another real-world application—a pulverized coal silo at a cement plant—traditional level transmitters required shutdowns for cleaning nearly every week because the damp coal powder tended to clump and easily adhere to the probes. After replacing them with RF admittance level transmitters, the frequency of false alarms and shutdowns caused by material buildup decreased by more than 70%. From this perspective, RF admittance sensors not only deliver precise measurements but also provide the confidence for “zero downtime” on the production line.
04The “Anchor of Stability” for Viscous Fluid Detection
With years of expertise in the sensor industry, ELE has launched a series of RF admittance sensors specifically designed for high-viscosity and highly adhesive media such as adhesives, resins, asphalt, syrups, and inks.
Key Features at a Glance:
The King of Anti-Adhesion: Active shielding technology combined with simultaneous multi-dimensional admittance measurement ensures precise detection of actual material levels even when the probe is completely coated with layers of adhesive, without interference from material buildup.
Wide Range of Compatible Media: Capable of measuring various media with a dielectric constant ≥1.6, including conductive liquids, non-conductive liquids, and viscous slurries—covering everything from adhesives to asphalt.
No Moving Parts, Maintenance-Free: Purely electronic design with no mechanical wear and no manual cleaning costs, offering a service life far exceeding that of traditional switches.
Extremely high environmental adaptability: Operating temperature range of -40°C to 200°C, pressure resistance up to 10 MPa, and IP66/IP67 protection rating, making it suitable for various harsh environments in chemical plants and reactors.
Intelligent signal output: Supports 4–20 mA current signals, digital outputs, and HART protocol communication, enabling seamless integration with PLC/DCS systems to achieve automated replenishment and inventory management.

05Typical use cases:
Adhesive/Glue Storage Tanks: High/Low Level Alarms, Overflow Prevention/Empty Pump Protection
Resin/Polymer Reactors: Real-time Monitoring of Reaction Material Levels
Asphalt/Heavy Oil/Ink/Coating Storage Tanks: Precise Detection of High-Temperature Viscous Media
Syrup/Jam/Meat Sauce Tanks: Reliable Detection Under Food-Grade Contact Requirements
When glue is slowly injected onto the production line, when viscous slurries churn in tanks, and when employees no longer need to repeatedly carry cleaning rods to scrape probes—you’ll discover that RF admittance sensors are not just instruments, but the “invisible guardians” ensuring the smooth operation of your production line.
ELE RF Admittance Sensors: The Stickier It Is, the More Accurate It Gets.
Please contact Zhejiang Yiluyi Sensor Co., Ltd. for free sample testing and technical selection support.
